来源:杏彩手机客户端 发布时间:2024-02-21 13:58:18 人气:1
作者:赵宇翔,项永金,王少辉(格力电器(合肥)有限公司,合肥 230088)
:家用普通分体空调相比传统空调不仅外观优雅大方,而且可实现多向均匀出风,舒适度极大的提升,其核心就是空调控制器功能实现,而实际过程及售后频繁出现器件焊点异常导致电控失效异常,本文重点对器件焊点失效机理做多元化的分析,来提升器件可靠性。
控制器是空调的主要部件,有空调“大脑”之称,其中控制器显示装置用来向用户反映当前机组运作时的状态,进而根据显示界面调节不同模式。显示装置常采用LED 作为显示屏,驱动较为简单,主要使用三极管驱动,显示效果较好。目前售后反馈,显示板集中出现多单显示缺划故障,界面缺划将直接影响用户对产品运作时的状态的判断,因此结合过程和售后数据对显示显示装置的失效机理及工作可靠性进行研究分析,有很重要的意义。
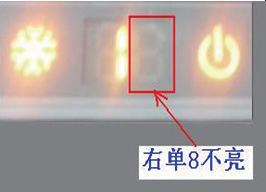
机组电控在售后出现缺划、显示不良等故障,经数据对比发现其售后故障率较高,主要故障为内机显示板双“8”显示缺失,左单“8”或右单“8”整体缺失(如图1 所示),使用2 ~ 4 年内失效很突出。经数据统计,使用时间越久,故障失效数越多,严重影响产品质量及用户实际体验效果。
显示区域6 个三极管阻值、PN 值特性正常,显示芯片等器件上电供电电压正常,排除器件本身性能失效。
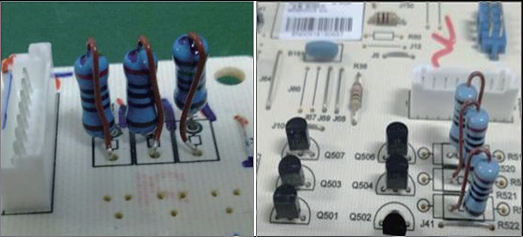
发现失效集中在主板Q82、Q83、R83、R85 四处元器件引脚脱焊位置,用手晃动引脚位置显示正常,将脱焊位置重新焊接后,空调显示板显示正常。查看失效焊点,判断为非制造故障,主要失效为9012 型号三极管引脚脱焊,主板Q83 位置的三极管集电极引脚外观均存在脱焊现象,肉眼可以明显观察到,故障失效明显。
选取同编码主板,模拟将Q83 位置的三极管集电极引脚焊点悬空,上电测试故障现象与售后故障现象一致,由此可确定故障原因为Q83 位置三极管引脚脱焊导致。
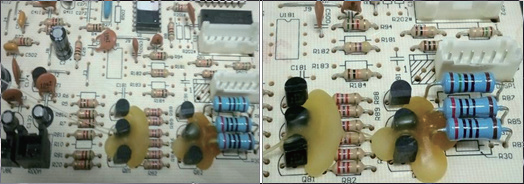
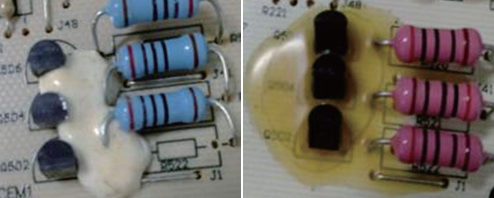
发现失效故障内机主板双“8”显示区的三极管均由黄色热熔胶固定(如图2 所示),且控制双“8”显示的3 处三极管包裹的热熔胶体颜色已呈深黄色。
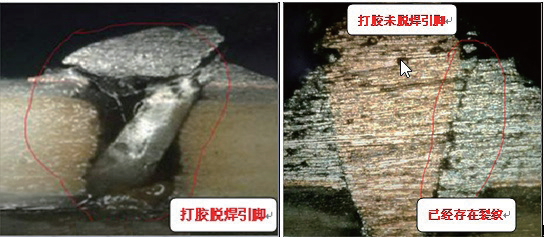
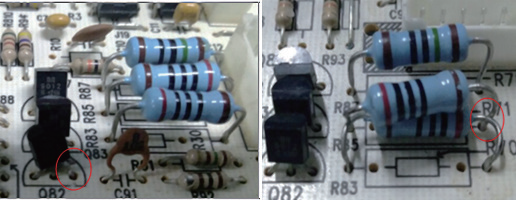
镜像分析(如图3 所示),对部分故障板引脚打磨镜像观察,脱焊的三极管引脚已经完全脱焊。同时对同区域未脱焊的R85打胶引脚进行镜像查看,引脚焊接处已然浮现明显裂痕。
根据复核数据,大多分布在在显示电路9N12 型号三极管以及电阻位置,少数过零检测电路三极管位置也有失效。失效位置可以明显看到胶体发黄,器件引脚焊盘脱焊,判定为打胶影响焊点质量。
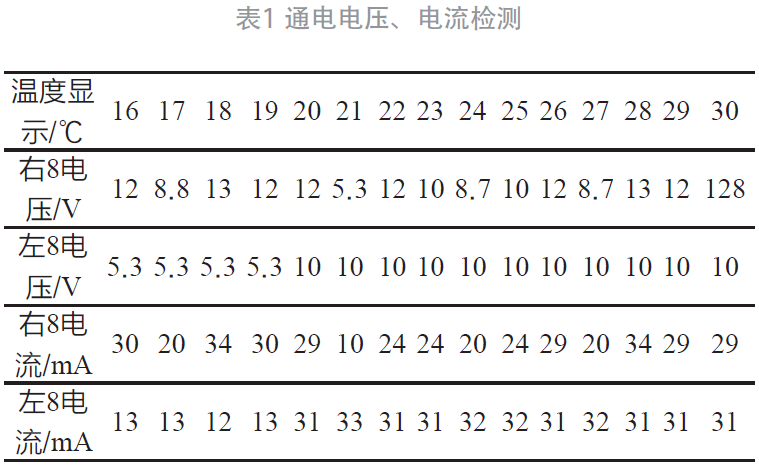
从复核数据分析来看,A 编码主板失效较多,故障大多分布在在主板Q82、R83,Q83、R85打胶位置。对该处电压、电流值来测试,如表4 测试数据,相比R87(控制电源显示),Q82、R83(左“8”显示)及Q83、R85(右“8”显示)驱动电压、电流值较大,运行时功率较大,产生的热量较大(见表1)。
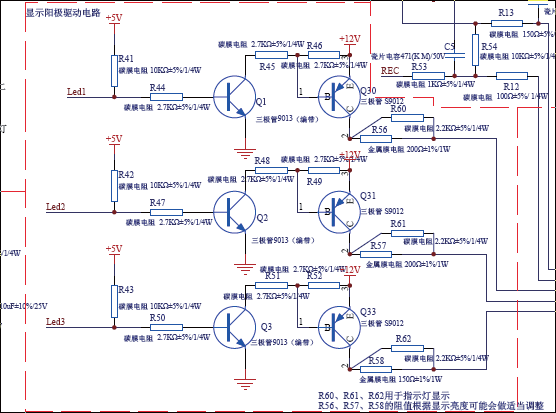
分体内机主板显示电路原理图(如图4 所示),数码管显示单“8”,在驱动电路中,主要是3 个9012 型号三极管驱动,输出电压在12 V 以上,在整个显示电路中此位置三极管电压最高,通过电流量最大,进而功率较大,发热较突出。
厂内生产的全部过程与售后出现三极管引脚断,以及电阻倒伏出现引脚相碰故障(如图5 所示),为避免此位置器件周转时出现引脚断,在器件表明上进行打胶防护,并下发工艺文件,打胶后整改效果明显,再未出现此类引脚断故障。
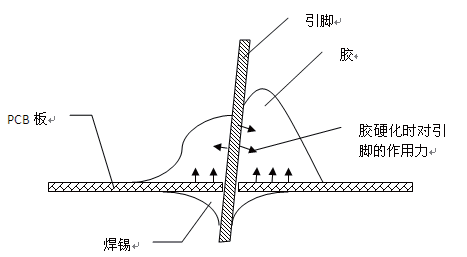
模拟故障主板通电运行1 h,引脚处点胶体已经明显软化,电阻、三极管引脚可以轻微摇动,将在胶体软化状态下缺右“8”的故障件轻轻拨动使其能正常显示后关机,待胶体冷却后再开机,显示再次缺右“8”,同步结合胶体状态判定胶体在冷却硬化过程中整体收缩(如图6 所示),对引脚产生拉力,长时间反复作用,导致引脚脱焊,判断为引脚在受冷热冲击后,受到外界机械力导致。
1)黄色热熔胶比白色热熔胶熔点低,流动性更强(黄色热熔胶经过试验已经在板面流动),硬化后较脆容易受温度冲击而开裂(如图7 所示)。
3)打黄色热熔胶的主板,在试验过后所有打胶焊均发生严重变形现象,引脚焊点损坏严重。
热胀冷缩是指物体受热时会膨胀,遇冷时会收缩的特性,由于物体内的粒子(原子)运动会随温度改变而改变,当温度上升时,粒子的振动幅度加大令物体膨胀,但当温度下降时粒子的振动幅度便会减少,使物体收缩。
故障主板测试均显示缺划,之前主要为防止三极管引脚断,在器件引脚打胶,三极管驱动电路功率较大,发热量较大,用户长时间使用过热,在关机冷却后产生膨胀与收缩力导致焊点脱焊,长期如此导致焊点面慢慢与焊盘脱落形成脱焊故障,影响产品可靠性。
1)出现缺划故障主要是打黄色热熔胶引起,目前已下发新的工艺要求取消打胶,与此同时同步对厂内执行情况做排查符合标准要求,目前生产主板均已取消三极管位置打胶,故障已整改并对其工艺流程来优化(如图8 所示),引脚式电阻器由原来的手插改为设备自动插装且引脚根部增加绝缘漆,防止出现倒伏碰撞。
2)流水线增加节拍器控制,节拍器使用密码锁频,密码有对口质量部门及工艺部门保管,同时制定相关关键控制计划并下发生产单位,以保证质量受控。
3)生产线体增加EVA 托盘、桌面软接触等保护措施(如图9 所示),通过增加托盘及泡棉等进行软防护,整改措施效果明显,同时要求预装注塑件工序进行分离式生产,与主板生产分开,避免过程刮擦,进而大幅度的提升了产品的可靠性。
器件引脚焊点龟裂失效模式在常规失效模式中并不像别的核心功率电子元器件失效模式一样得到很高的重视,但往往异常的出现都是隐秘性的、长期性的和关键性的。目前的功率器件趋于小型化,多功能化,对可靠性的依靠慢慢的升高,不仅考虑器件的使用性,也要考虑实际生产、安装、维修等情况,本次通过产品实际使用的过程中的问题反馈,调整工艺标准及完善过程控制计划,从器件本身可靠性及实际使用环境优化升级,提高了物料的可靠性。
[2] 仝蒙,傅蔡安,叶君剑.电子封装热应力失效分析新方法[J].电子元件与材料,2013(10):71-73.

